文章來源:1.長沙中車智馭新能源科技有限公司;2.中車時代電動汽車股份有限公司 常用的液冷散熱器制造材料為 6061鋁合金,具有焊接性能���、成型性和加工工藝性能良好的優(yōu)點。電動汽車控制 總成所用的散熱器由其鋁合金基體與鋁合金蓋板通過攪拌摩擦焊形成封閉的
文章來源:1.長沙中車智馭新能源科技有限公司;2.中車時代電動汽車股份有限公司
常用的液冷散熱器制造材料為 6061鋁合金���,具有焊接性能、成型性和加工工藝性能良好的優(yōu)點����。電動汽車控制 總成所用的散熱器由其鋁合金基體與鋁合金蓋板通過攪拌摩擦焊形成封閉的冷卻水腔。
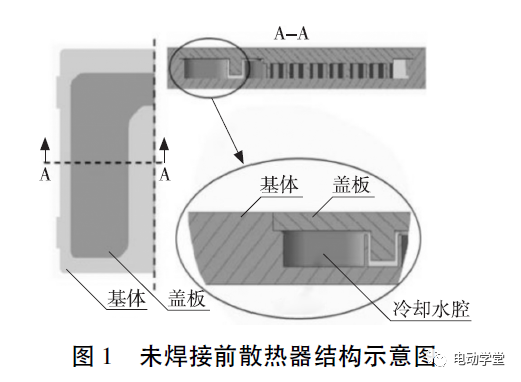
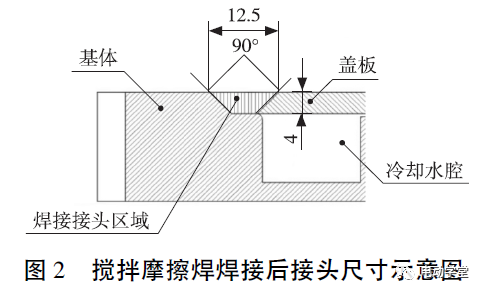
為確保在設(shè)計使用壽命內(nèi)性能穩(wěn)定可靠�����、無泄漏��,需要研究攪拌摩擦焊散熱器的設(shè)計����、使用環(huán)境等參數(shù)對其疲勞壽命的影響����。散熱器未進行攪拌摩擦焊之前主要分為兩個部分 :散熱器蓋板和散熱器基體,如圖1所示�。蓋板和基體的材料均為鋁合金6061-T6,其主要性能參數(shù)如下:彈性模量69000MPa�����,泊松比0.33�����,屈服強度276MPa�,抗拉強度S u 為310MPa。蓋板與基體之間通過攪拌摩擦焊焊接成整體�����,焊接攪拌頭軸肩直徑為 12.5mm�����,攪拌針深度與蓋板厚度一致���,為4mm。焊接后蓋板與基體之間沿焊縫形成一條帶狀焊接接頭區(qū)域����,焊接接頭處的性能和質(zhì)量是影響整個工件使用壽命的關(guān)鍵因素�����。大量的實踐表明�����,該攪拌摩擦焊焊接的接頭處斷面是上寬下窄,呈現(xiàn)出“V”形����,如圖2所示���。對鋁合金材料攪拌摩擦焊接頭的大量力學(xué)試驗表明���,該種焊接接頭處的抗拉強度只能達到母材的78%,故攪拌摩擦焊焊接接頭區(qū)域的材料力學(xué)性能參數(shù)如下:彈性模量53820MPa���,泊松比0.33�����,屈服強度215.3MPa�����,抗拉強度S u 為41.8MPa�����。2.1.1散熱器受水泵壓力下的應(yīng)力計算基于經(jīng)驗 S-N曲線進行散熱器疲勞壽命理論分析,首先要確定其焊接接頭處的最大靜應(yīng)力��。散熱器在實際運行中所受到的主要外部載荷是車輛冷卻水泵施加給散熱器流道表面的壓力。在水泵開啟與關(guān)閉的一個工作循環(huán)內(nèi)����,此壓力可認為是基本恒定的�����,需要采用有限元穩(wěn)態(tài)靜力分析。在整車冷卻系統(tǒng)中��,水泵冷卻液流出后首先流經(jīng)的就是散熱器���。忽略位能�����、管道阻力損失等�����,可以認為散熱器流道表面所承受的壓力就是冷卻水泵的揚程所對應(yīng)的出口壓力����。通過實際測量,得到車輛正常工作的整個冷卻回路中的冷卻液流量約為 20L/min�����。 由冷卻水泵的流量特性關(guān)系曲線可知���,對應(yīng) 20L/min 流量時水泵的揚程為 8.4m;冷卻液為防凍液����,密度ρ 約為 1050kg/m 3 �����,重力系數(shù)g為9.8m/s 2 �����,壓力P與 揚程 h的換算公式為P=ρ·g·h����,計算得出散熱器流 道表面所承受的壓力約為 86kPa�����。
對散熱器進行靜態(tài)受力分析的條件 :①焊接良好 的焊接接頭與兩側(cè)的母材 (蓋板與基體)是緊密相連 的,因此在有限元靜力分析中將焊接接頭區(qū)域與兩側(cè)母材的結(jié)合面設(shè)置為 BOND連接;②為模擬控制總成 散熱器的實際安裝狀態(tài)�����,將散熱器側(cè)面的支腳安裝面設(shè)置為全約束 ;③在散熱器流道表面施加86kPa的壓力 ;④焊接接頭區(qū)域劃分為全六面體網(wǎng)格����,網(wǎng)格尺 寸 0.5mm����,蓋板與基體由于結(jié)構(gòu)復(fù)雜�����,故采用全四面 體網(wǎng)格劃分���,網(wǎng)格尺寸 2mm����,同時對焊接接頭與蓋 板�����、基體的 BOND接觸面進行局部網(wǎng)格加密。整個散 熱器網(wǎng)格模型的單元數(shù)量約為 380萬���,節(jié)點數(shù)量約為800萬�����。
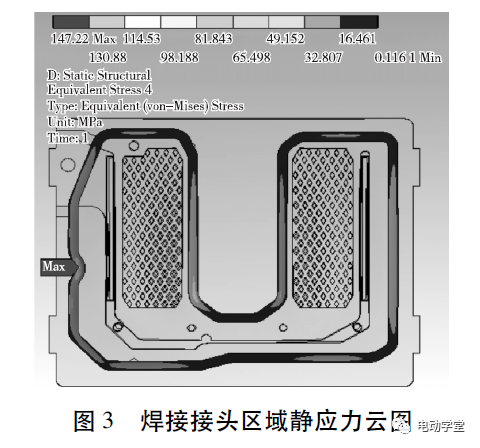
其有限元分析結(jié)果如下 :散熱器整體所受的von - mise應(yīng)力最大值為147.2MPa,應(yīng)力最大值位于攪拌摩擦焊焊接接頭區(qū)域�����,如圖3所示。蓋板母材區(qū)域的最大應(yīng)力值為46.2MPa���,基體母材區(qū)域的最大應(yīng)力值為48.5MPa�。各區(qū)域所受的最大應(yīng)力值都小于其材料的屈服強度����,說明散熱器受水泵載荷下的靜強度是安全的。利用靜應(yīng)力評估結(jié)構(gòu)的疲勞壽命�����,需要建立靜應(yīng)力 S與壽命N之間的關(guān)系曲線�,即S-N曲線�����。根據(jù)經(jīng)驗���,對于一般的金屬材料���,S-N曲線的估算有以下公式:應(yīng)力比R=-1時�,拉壓載荷作用下的疲勞極 限為 S f =0.35S u ;對于金屬材料��,疲勞極限對應(yīng)的 循環(huán)次數(shù)一般為 106~107,考慮到S-N曲線描述的是長壽命疲勞�����,不適用于N<103的情況,故可假定N=103時���,S=0.9S�����。通過以上經(jīng)驗公式對焊接接 頭區(qū)域材料的經(jīng)驗 S-N曲線進行預(yù)估���,焊接接頭區(qū)域材料的屈服強度Su為241.8MPa����,故對稱循環(huán)次數(shù)為106時材料的疲勞強度為0.35S,即為84.63MPa;對稱循環(huán)次數(shù)為103時材料的疲勞強度為0.9Su����,即為217.62MPa,所以理論上預(yù)估的攪拌摩擦焊焊接接頭區(qū)域的經(jīng)驗S-N曲線示意圖如圖4所示。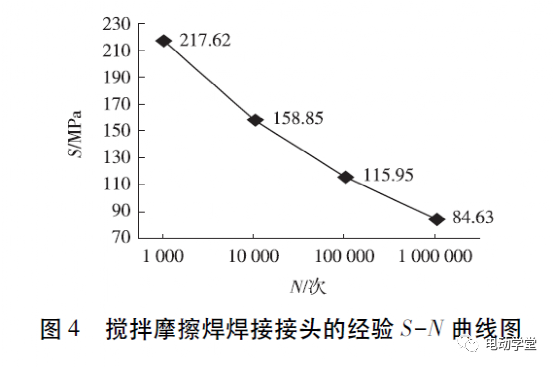 散熱器實際工作過程中所受的載荷為脈沖循環(huán) (應(yīng)力比R=0)����,故需利用Goodman方程:(S a /S N )+(S m /S u )=1,將實際工作循環(huán)應(yīng)力等壽命地轉(zhuǎn)換為對稱循環(huán)下的應(yīng)力水平��。由前述靜態(tài)受力分析結(jié)果可知��,焊接接頭區(qū)域所受最大應(yīng)力S max 為147.2MPa�����,S min 為0�,可計算出平均應(yīng)力值S m 為73.6MPa��,即應(yīng)力循環(huán)幅值S a 為73.6MPa�。若基本S-N曲線用冪函數(shù)式S n N=C表示。當(dāng)N為103 時����, S為217.62MPa;N為106時��,S為84.63MPa;將兩組參數(shù)代入計算即可得出n≈7.314���,C≈1.253×1020。通過Goodman方程計算可得SN約為105.8MPa�。因此�, 由經(jīng)驗 S-N曲線��,即N=C/S n 計算出焊接接頭區(qū)域的壽命為195372次��。
散熱器實際工作過程中所受的載荷為脈沖循環(huán) (應(yīng)力比R=0)����,故需利用Goodman方程:(S a /S N )+(S m /S u )=1,將實際工作循環(huán)應(yīng)力等壽命地轉(zhuǎn)換為對稱循環(huán)下的應(yīng)力水平��。由前述靜態(tài)受力分析結(jié)果可知��,焊接接頭區(qū)域所受最大應(yīng)力S max 為147.2MPa�����,S min 為0�,可計算出平均應(yīng)力值S m 為73.6MPa��,即應(yīng)力循環(huán)幅值S a 為73.6MPa�。若基本S-N曲線用冪函數(shù)式S n N=C表示。當(dāng)N為103 時����, S為217.62MPa;N為106時��,S為84.63MPa;將兩組參數(shù)代入計算即可得出n≈7.314���,C≈1.253×1020。通過Goodman方程計算可得SN約為105.8MPa�。因此�, 由經(jīng)驗 S-N曲線��,即N=C/S n 計算出焊接接頭區(qū)域的壽命為195372次��。
本次分析中,疲勞壽命仿真分析與靜力學(xué)仿真分析使用的是同一個有限元模型�����,接觸關(guān)系和約束條件也完全與靜應(yīng)力仿真分析一致�,完成靜應(yīng)力仿真分析后可直接進入疲勞分析模塊�����。不同之處是此處的 S-N曲線直接采用軟件材料數(shù)據(jù)庫中6061-T6材料的疲勞數(shù)據(jù)及用其計算出的焊接接頭材料的S-N數(shù)據(jù)���,并將應(yīng)力比設(shè)置為0。
與2.1節(jié)中用經(jīng)驗公式估算出的焊接接頭區(qū)域 的 S-N數(shù)據(jù)(圖4)對比發(fā)現(xiàn)�,相同疲勞壽命下軟件材料數(shù)據(jù)庫中S-N曲線對應(yīng)的疲勞強度小于經(jīng)驗公式估算出的S-N曲線對應(yīng)的疲勞強度,如N=104�����,S=133.26MPa;N=105�����,S=105.64MPa;N=106����,S=83.64MPa�。本次疲勞壽命仿真輸入的載荷信息仍采用前面2.1.1節(jié)中靜應(yīng)力分析結(jié)果中散熱器整體的von-mise應(yīng)力分布數(shù)據(jù)。
疲勞仿真分析時����,如果結(jié)構(gòu)所受載荷是隨時間周期變化的��,要選擇仿真分析軟件中的動態(tài)疲勞仿真流程,而在本次分析中的載荷可認為是穩(wěn)定不變的���,故選擇仿真分析軟件中的靜態(tài)疲勞仿真分析流程。在軟件自動搭建的靜態(tài) S-N疲勞分析流程中,設(shè)置好上述參數(shù)后�,運行求解模塊�����,得到散熱器攪拌摩擦焊焊接接頭區(qū)域的壽命云圖如圖5所示����。疲勞仿真分析結(jié)果顯示,攪拌摩擦焊焊接接頭區(qū)域最小循環(huán)次數(shù)為130800��,與基于經(jīng)驗S-N曲線分析計算的疲勞壽 命 195372次相差約33%。疲勞壽命仿真分析與基于經(jīng)驗 S-N曲線的疲勞壽命分析在輸入條件中的最大區(qū)別是材料的S-N曲線數(shù)據(jù)不同����。為驗證兩種分析方法結(jié)果差異較大的主要原因,進行了以下補充計算:1)采用軟件材料數(shù)據(jù)庫中的S-N曲線��,同樣采用2.1.2節(jié)中的Goodman方程和S-N曲線的冪函數(shù)表達式,其他所有條件和參數(shù)不變���,計算出攪拌摩擦焊焊接接頭區(qū)域的疲勞壽命為123784次。2)同樣采用仿真分析方法���,用2.1.2節(jié)中的經(jīng)驗S-N曲線替換2.2節(jié)中仿真軟件材料數(shù)據(jù)庫中的S-N曲線�,其他所有條件和參數(shù)不變����,仿真計算出攪拌摩擦焊焊接接頭區(qū)域的疲勞壽命為211050次����。
對以上計算出的疲勞壽命次數(shù)進行對比分析發(fā)現(xiàn) :1)當(dāng)都使用仿真軟件材料數(shù)據(jù)庫中的S-N曲線時��,疲勞仿真分析(以下簡稱“仿真方法”)結(jié)果與用Goodman方程和S-N曲線的冪函數(shù)表達式計算出(以下簡稱“計算方法”)的結(jié)果相差約5.4%���。2)當(dāng)都使用材料的經(jīng)驗S-N曲線時��,仿真方法結(jié)果與計算方法結(jié)果相差約7.4%����。3)當(dāng)都使用仿真方法時���,采用軟件中的S-N曲線的分析結(jié)果與采用經(jīng)驗S-N曲線的分析結(jié)果相差約38%。4)當(dāng)都使用計算方法時��,采用軟件中的S-N曲線的分析結(jié)果與采用經(jīng)驗S-N曲線的分析結(jié)果相差約37%����。因此�����, S-N曲線數(shù)據(jù)的不同是導(dǎo)致疲勞壽命分析結(jié)果差異較大的主要原因�,而分析方法不同是次要原因。所用材料 S-N曲線的差異是由于理論計算中的材料S-N曲線是由經(jīng)驗公式進行估算的�,沒有考慮 結(jié)構(gòu)幾何形狀 (缺口應(yīng)力集中��、尺寸大小)�、表面粗糙度等對材料疲勞壽命的影響[9]�。而仿真計算輸入的S-N曲線則是軟件材料數(shù)據(jù)庫中選擇的,是由材料的實物樣件進行大量疲勞試驗�����,并經(jīng)過一定的統(tǒng)計學(xué)計算獲得的�����,包含了樣件尺寸�、表面粗糙度��、溫度和環(huán)境等對材料疲勞壽命的影響���。在前期理論設(shè)計階段,利用基于 S-N曲線的疲勞分析能夠快速地對使用壽命進行初步預(yù)估�����,能有效縮短研發(fā)周期;但在詳細方案設(shè)計時���,疲勞壽命仿真分析的結(jié)果更保守、更安全���,有利于工程實際應(yīng)用����。在實際情況中�,出現(xiàn)過散熱器運行一段時間后焊 縫有裂紋����,從而導(dǎo)致散熱器漏水的問題。統(tǒng)計發(fā)現(xiàn)���,泄漏位置大多位于攪拌摩擦焊路徑上的彎角處��。通過對泄漏位置進行切割剖分發(fā)現(xiàn)�����,導(dǎo)致焊接缺陷的主要原因為焊接攪拌頭在焊接過程中與預(yù)設(shè)焊接路徑間出現(xiàn)了偏移。在攪拌摩擦焊焊接過程中�����,焊接路徑是直線時攪 拌頭的受力相對比較穩(wěn)定����,但當(dāng)攪拌頭運行到彎角處時,會在機床的作用下新增一個轉(zhuǎn)向力����。如果攪拌頭桿較長、剛度不夠�,新增的轉(zhuǎn)向力就會使攪拌頭偏離預(yù)設(shè)軌跡����。但是此偏移量相對較小���,基本不會超過1mm����。焊接完后顯示的特性是連接良好的�����,具有一定的強度�����。只有在運行一段時間后�,此區(qū)域性能衰減,才能發(fā)現(xiàn)問題���。
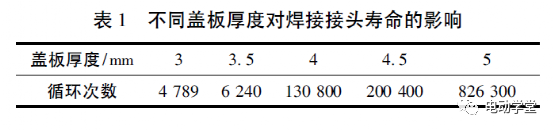
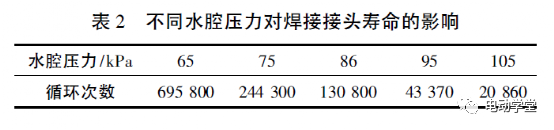
通過本次分析�����,可以得出以下 3點結(jié)論:1)通過修改散熱器焊接結(jié)構(gòu)模型���,攪拌頭在預(yù)設(shè)焊接路徑上的彎角處出現(xiàn)了1mm的偏移。2)材料S-N曲線與焊接路徑未偏移的疲勞壽命仿真分析一致�����。3)輸入的應(yīng)力載荷為焊接路徑偏移1mm后散熱器靜應(yīng)力分析結(jié)果中的von-mise應(yīng)力��,最大應(yīng)力為181.6MPa�。設(shè)置好上述參數(shù)后運行求解,得到焊接路徑偏移 1mm的散熱器攪拌摩擦焊焊接接頭區(qū)域的壽命云圖�����。分析結(jié)果顯示�����,此時攪拌摩擦焊焊接接頭處的循環(huán)次數(shù)降為11230����,相比于正常焊接的散熱器循環(huán)次 數(shù) 130800,疲勞壽命減少了約91.5%��。導(dǎo)致攪拌摩擦焊焊接接頭處循環(huán)次數(shù)急劇下降的主要原因是由 于焊接偏移使得偏移處一側(cè)出現(xiàn)了有效焊接不滿的缺陷�����,焊接缺陷處在冷卻液壓力作用下的最大應(yīng)力值相比于正常焊接的應(yīng)力值增加了約 23.4%;而從材料的S-N曲線可看出�����,結(jié)構(gòu)應(yīng)力雖緩慢增加����,但疲勞壽命是急劇降低的。散熱器蓋板厚度是影響散熱器強度性能���、散熱性能的重要設(shè)計參數(shù)����,而攪拌摩擦焊焊接接頭區(qū)域的厚度可認為與蓋板的厚度是一致的 ;水泵揚程導(dǎo)致的冷卻水腔所受壓力也是影響焊接接頭使用壽命的重要參數(shù)。所以�����,研究散熱器不同的蓋板厚度和冷卻水腔所承受的壓力對攪拌摩擦焊焊接頭使用壽命的影響可為攪拌摩擦焊的結(jié)構(gòu)設(shè)計和使用環(huán)境的限制提供參考�����。1)蓋板厚度對焊接接頭壽命的影響���。散熱器蓋板的實際厚度為4mm���,本次分析中蓋板的設(shè)置厚度見表1。水腔壓力都為86kPa����,其他參數(shù)完全一致。疲勞壽命分析結(jié)果見表1���。顯示蓋板厚度對焊接接頭的使用壽命影響特別大��。2)水腔所受壓力對焊接接頭壽命的影響���。散熱器水腔所承受的壓力見表2。蓋板厚度都為4mm�����,其他參數(shù)也完全一致��。疲勞壽命仿真分析結(jié)果見表2�����,焊接接頭疲勞壽命隨著水腔壓力的增加而明顯縮短。通過以上的分析研究���,得出了以下結(jié)論 :1)本文有限元仿真分析的結(jié)果比經(jīng)驗分析結(jié)果更保守�,更有利于工程分析應(yīng)用�����。2)焊接偏移缺陷會嚴重縮短焊接接頭的使用壽命�����。3)隨著蓋板厚度減小或水腔壓力增大�����,焊接接頭壽命會急劇下降�����。
-

汽車測試網(wǎng)V課堂
-

微信公眾號
-

汽車測試網(wǎng)手機站





 廣告
廣告























































 廣告
廣告 



